- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produkter






Plastic Compounding Twin Screw Barrel
Plastblanding med dobbeltskruetønde bruges i vid udstrækning til blandingsindustrien. Hvert år producerer EJS store mængder plastblanding med dobbeltskruetønde til indenlandske og globale markeder.
Send forespørgsel
Produkt beskrivelse
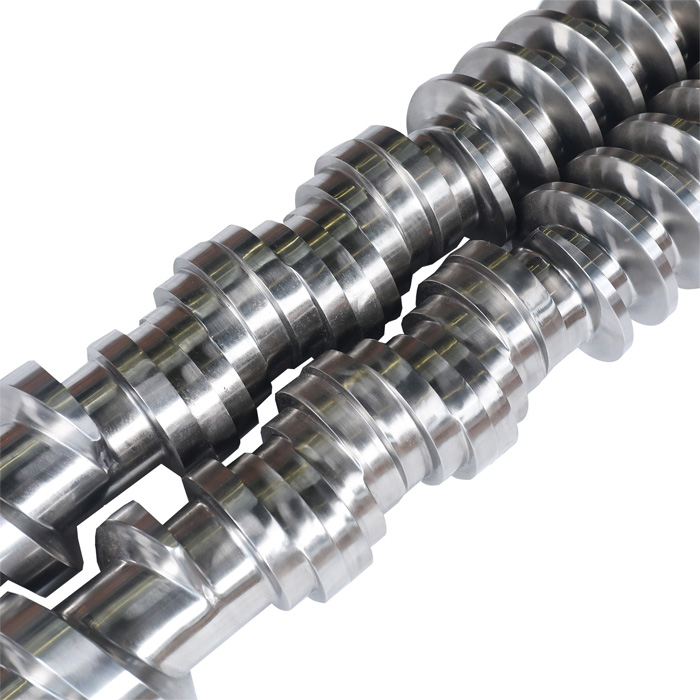
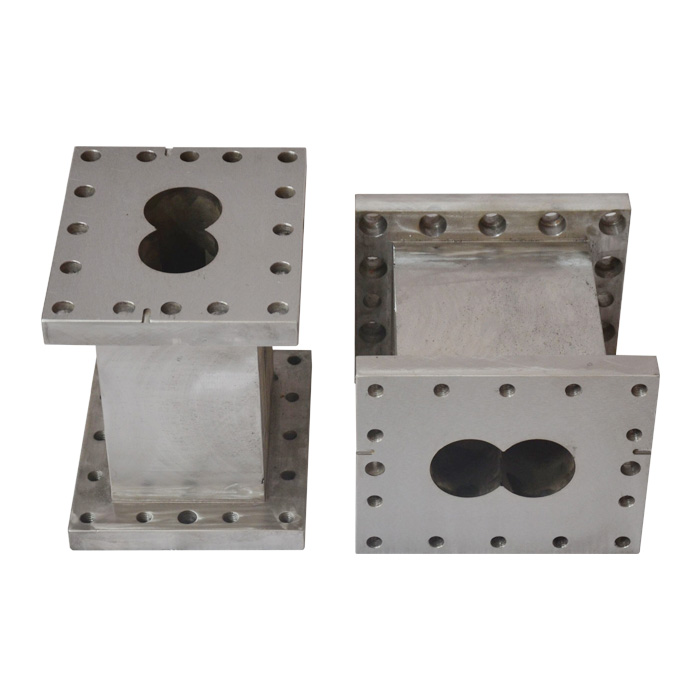
tønde med dobbeltskruer i plast
Plastblanding med dobbeltskruetønde bruges i vid udstrækning til blandingsindustrien.
Hvert år producerer EJS store mængder plastblanding med dobbeltskruetønde til indenlandske og globale markeder.
EJS er en professionel producent af parallelle dobbeltskruer i årevis med kunder hos OEM maskinbyggere såvel som slutbrugere.
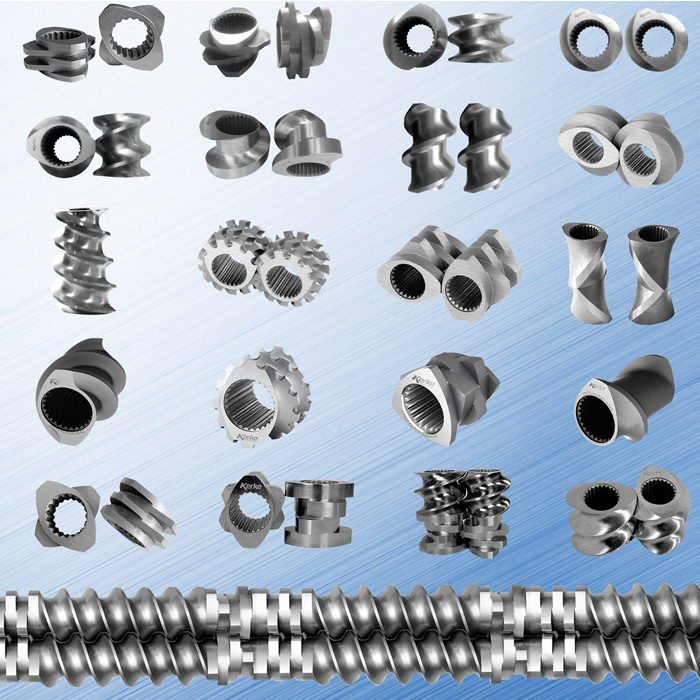
Populære materialer brugt til plastblanding med dobbeltskruetønde
38CrMoAlA (DIN1.8509)
W6Mo5Cr4V2
D2 (DIN 1.2379)
SKD61
SS316
SS304
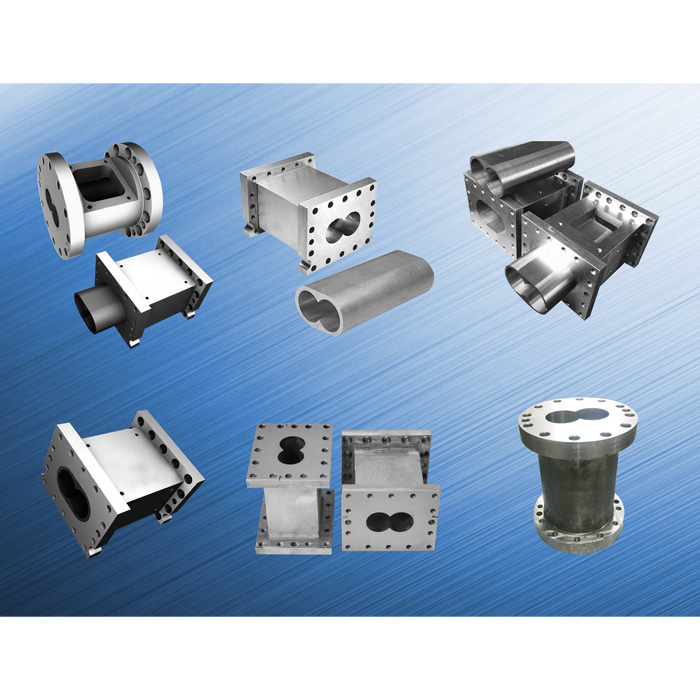
Overfladebehandling af plastblanding med dobbeltskruetønde
Fuld krop nitreret
Bimetal carbid liner til dobbelte parallelle tønder
Bimetallisk legeringsbelægning til dobbelte parallelskruer
SKD61 foring
For at vide mere om sammensætningsekstrudere, fortsæt venligst med at læse:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
Polymerforbindelser bruges til et ekstremt bredt udvalg af støbte og ekstruderede medicinske komponenter og enheder. Sådanne forbindelser er sammensat af en basisharpiks, der er grundigt blandet med andre komponenter, der giver specifikke fordelagtige egenskaber relateret til det bestemte slutprodukt - for eksempel slagfasthed, klarhed eller radiopacitet.
Compounding ekstrudere bruges til at blande to eller flere materialer sammen til en homogen masse i en kontinuerlig proces. Dette opnås gennem distributiv og dispersiv blanding af de forskellige komponenter i forbindelsen efter behov (figur 1). Ved distributiv blanding er komponenterne ensartet fordelt i rummet i et ensartet forhold uden at blive nedbrudt, hvorimod dispersiv blanding involverer nedbrydning af agglomerater. Højdispersiv blanding kræver, at betydelig energi og forskydning er en del af processen.
Blandingsekstrudere udfører en række grundlæggende funktioner: tilførsel, smeltning, blanding, udluftning og udvikling af matrice og lokaliseret tryk. Forskellige typer ekstrudere kan bruges til at opnå disse mål, herunder enkelt skrue, modsat roterende indgribende dobbeltskrue, korroterende indgribende dobbeltskrue og modsat roterende ikke-indgribende dobbeltskrue. Polymermaterialernes type og fysiske form, egenskaberne af eventuelle tilsætningsstoffer eller fyldstoffer og den nødvendige blandingsgrad vil have betydning for maskinvalget.
Twin-screw compounding enheder er primært dedikeret til at overføre varme og mekanisk energi for at give blanding og forskellige støttefunktioner, med minimal hensyntagen til pumpning. Forskellige operationer udført via denne type ekstruder omfatter polymerisering af nye polymerer, modificering af polymerer via podningsreaktioner, devolatilizing, blanding af forskellige polymerer og blanding af partikler til plast. I modsætning hertil er enkeltskrue plastificeringsekstrudere designet til at minimere energitilførslen og til at maksimere pumpeens ensartethed og er generelt utilstrækkelige til at udføre meget dispersive og energikrævende blandingsfunktioner.
Om E.J.S.
EJS Screw Barrels er et nyoprettet varemærke for eksportvirksomhed med produktionserfaringer siden 1992.
En producent af skruetønde, der er dedikeret til at producere tilpassede skruetønder og designe ekstruder-skruetønder, sprøjtestøbningsskruetønder.

Bimetalliske skruetønder
Vi begyndte at lave bimetallisk skruetønde i en meget tidlig alder, næsten samtidig med at den første bimetalliske tønde blev født i Kina. Nu har vi flere typer til muligheder afhængigt af forskellige applikationer
|
Bimetalliske tønder |
|||||
|
Legeringstype |
EJS01 legering |
EJS02 legering |
EJS03 legering |
EJS04 legering |
|
|
Legeringskomponenter |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Slidmodstand |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Korrosionsbestandighed |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Legeringstykkelse |
2~3 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
|
|
Hårdhed |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Temperaturområde |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Koefficient termisk |
RT~250℃ |
11,0x10-6 |
11,0x10-6 |
11,5x10-6 |
11,0x10-6 |
|
Udvidelse (/℃) |
RT~400℃ |
11,4x10-6 |
11,4x10-6 |
12,4x10-6 |
12x10-6 |
|
Udvalg af bearbejdelig længde |
700mm~3000mm/stk |
||||
|
Grundstål meget brugt |
40Cr: 42CrMo |
||||
|
Markér på listen: ★★★★ Fremragende; ★★★ Meget god; ★★ Godt |
|||||
|
Bimetalliske skruer |
|||
|
Velegnet til |
Enkelt skrue, dobbelt parallel skrue, dobbelt konisk skrue |
||
|
Legeringstype |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Legeringskomponenter |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Anti-slidniveau |
★★★ |
★★★ |
★★★★ |
|
Anti-korrosionsniveau |
★★★★ |
★★★★ |
★★★★ |
|
Legeringstykkelse |
1~1,5 mm |
1~1,5 mm |
1~1,5 mm |
|
Hårdhed |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Påført glasfiber |
under 10 % |
|
|
|
Udvalg af bearbejdelig længde |
Enhver nødvendig længde |
||
|
Grundstål meget brugt |
38CrMoAI(1.8509), 34CrAINi7(1.8550), 31CrMoV9(1.8519) |
||
|
Markér på listen: ★★★★ Fremragende; ★★★ Meget god; ★★ Godt |
|||
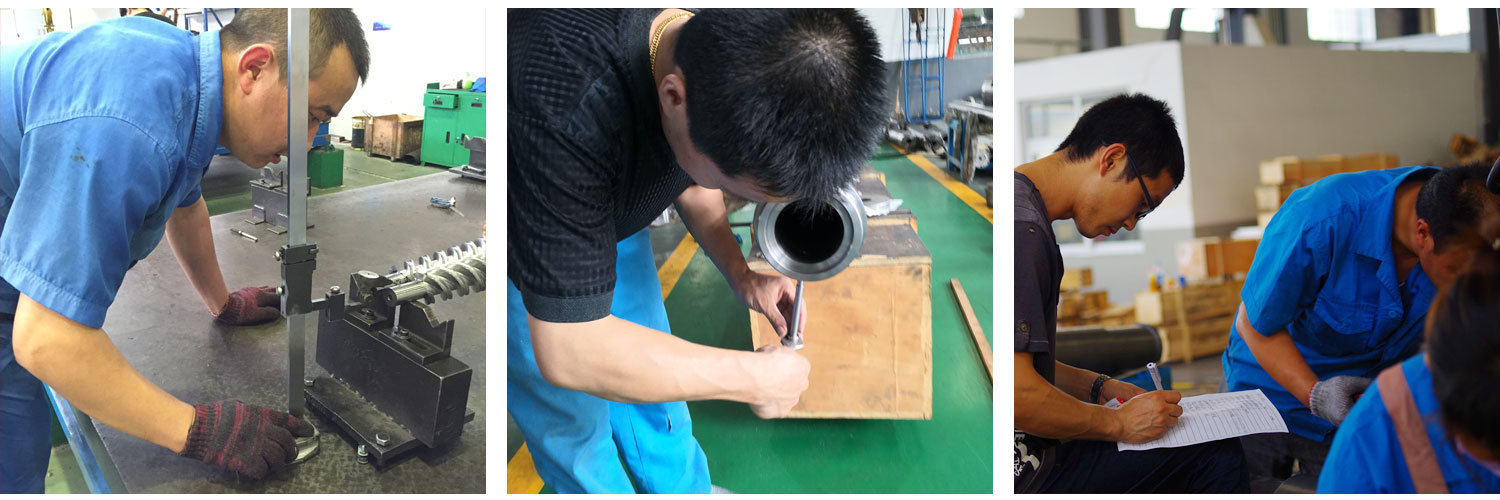
Kvalitetsinspektion
Kvalitet er et meget vigtigt skridt i produktionen. For at lave en kvalitetsskruetønde skal alle tolerancer være opfyldt, og alle dimensioner skal være korrekte og registreres.
Vi leverer inspektionsrapport, materialecertifikat for hver af vores leverede skruetønder.
Emballage
Emballage er det sidste, men meget vigtige trin inden forsendelse. En stærk og smart pakkeboks er også en del af vores kvalitet. Det bruges ikke kun til at beskytte skruetønderne godt under transport, det giver også en nem måde for vores kunde at pakke ud.

Hot Tags: Plastic Compounding Twin Screw Barrel, Customized, Kina, Zhoushan, Leverandører, Producenter, Fabrik, På lager
Relateret kategori
Konisk Twin Screw Barrel
Parallel Twin Screw Barrel
Ekstruder-skruetønde
Gummi skruetønde
Sprøjtestøbningsskruetønde
Blæsestøbningsskruetønde
Bimetallisk skruetønde
Nitreret skruetønde
Ekstruder dele
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.